




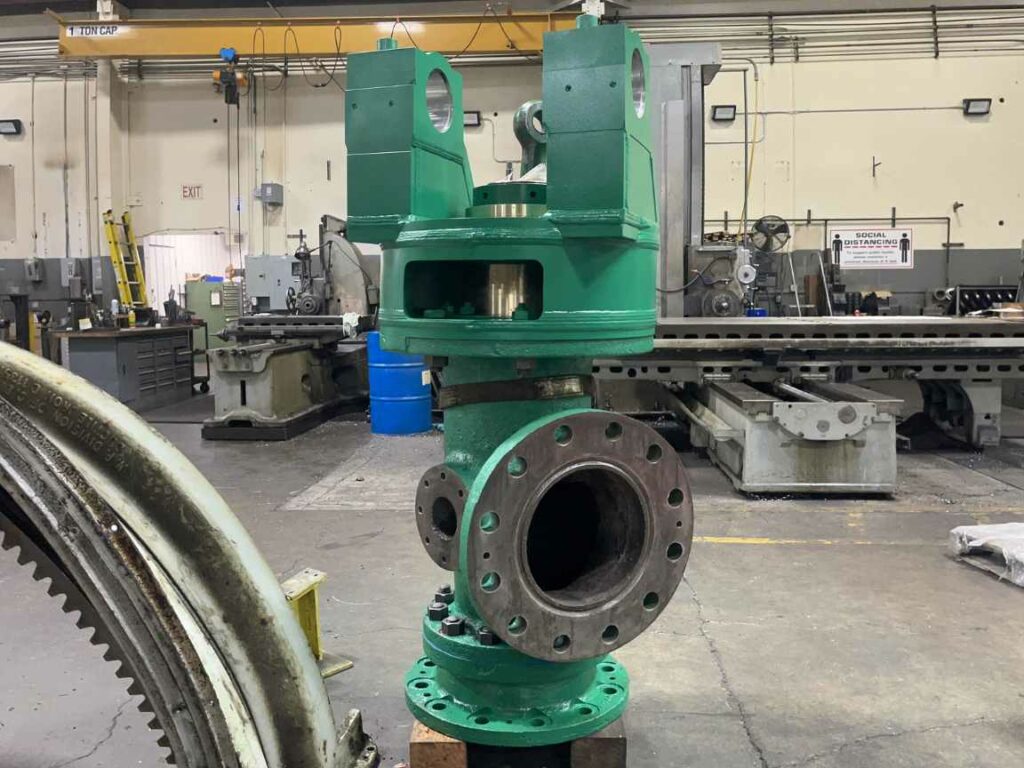
A hydro power plant that began operations in 1916 was undergoing needed repairs and refurbishing. The relief valve assembly in particular needed servicing and had not been disassembled for repairs since it came online in 1916. Located at an 840 ft. elevation, the project required complex logistics and project management. Once we received the relief valve assembly at our facility, our team commenced the inspections, NDT, and technical documentation of critical dimensions. Our team reverse engineered and manufactured components, precision machined to specifications, completed all disassembly and assembly, and provided a comprehensive technical report, meeting all customer requirements and install schedule.
Project:
- Parts: Upper valve bodies, cylinder stub shafts, bronze cylinders, lock plates, lantern rings
- Details: C932 bronze material, 2205 and 316 stainless steel material
- Customer: hydro power plant
Challenges:
- The valve assemblies require careful handling and expert disassembly and assembly.
- Prior to refurbishing, contact between valve and valve body is 60% for Valve B and 65% for Valve A.
- OEM drawings were not available.
- Stringent technical requirements.
Engineered Solutions:
- Complete disassembly and inspection.
- Sandblast and non-destructive testing.
- Generate CAD drawings and manufacturing prints.
- Reverse engineer and manufacture damaged parts, including the upper valve bodies, valve cylinder and stub shafts, top rod bushings, lock plates, piston housing, lantern rings.
- Machining prior to weldments.
- Weld assemblies.
- Finish machining of manufactured parts.
- Machine valves and valve bodies for better fit.
- Complete reassembly with customer verification/approval.
- Technical documentation.
- QA and prep for shipping.
Results:
- All technical specifications were achieved.
- Refurbishing completed and delivered within the install schedule.


