What is Thermal Spraying?
Thermal spray is an industrial coating process in which fine particles of molten or semi-molten metallic coating are propelled at a substrate with high velocity. In most cases, the substrates are metal, but in some specific cases, the substrate can be plastic.
The thermal spray coating material is usually a powdered metallic compound or a wire fed through a feed. This source material is melted by high heat produced by a flame or electric arc. Thermal spray coatings enhance the coated surface, protecting it from wear, erosion, abrasion, extreme temperatures, and corrosion. These coatings can also be used to build up an undersized component to the desired dimensions.
Coatings are created by the accumulated layers of ultrafine sprayed particles. The quality of the coating is evaluated by various metrics such as porosity, oxide content, macro and micro-hardness, bond strength, and surface roughness. Generally, the faster the particle velocity, the higher quality of the coating.
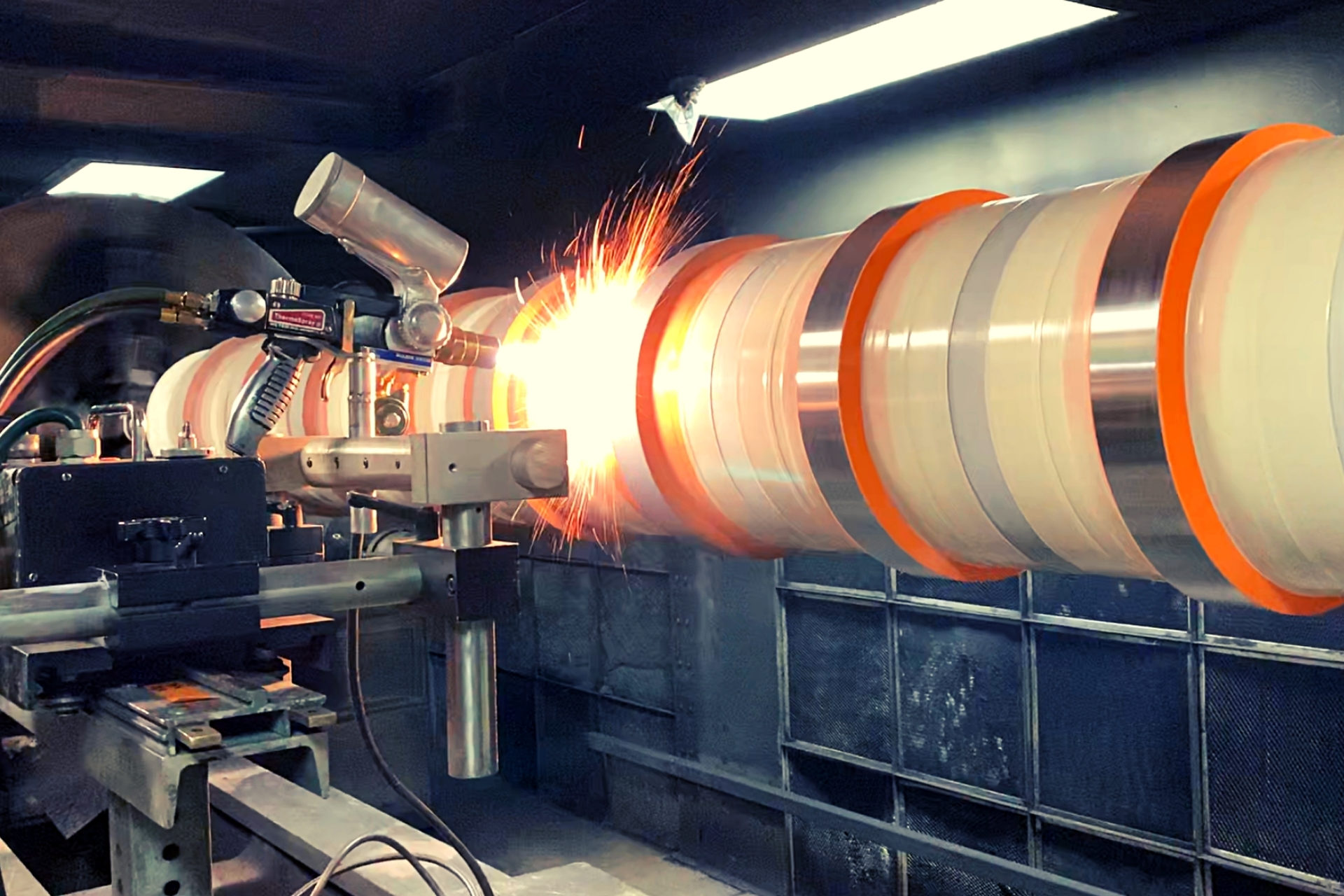
THERMAL SPRAY process in action
most COMMONLY used Thermal Spray Processes
Note: Western Machine Works offers Combustion Flame Spray and Two-Wire Electric Arc thermal spraying for industrial applications. This article will also look at other thermal spray processes.
1) Combustion Flame Spray
Combustion flame spraying is a thermal spray process used to coat substrates that are stress sensitive. In combustion flame spraying, a gaseous fuel source and oxygen are combined to melt the coating compound feed stock.
Usually, the coating material takes the form of a fine powder, wire, or rod that is melted at about 4600-4800 °F. The molten particles are propelled to the substrate surface using compressed air at about 80 feet per second.
Advantages
- Resistant to corrosion, wear, heat, and oxidation
- Substate does not warp or distort
- Electrical resistivity and conductivity
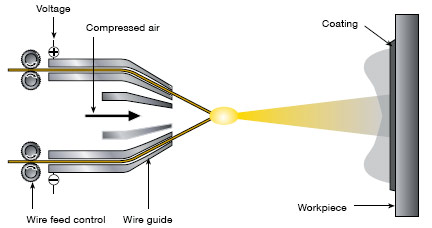
2) Twin-wire arc metal Spraying
Western Machine Works utilizes the twin-wire arc metal spray process for component restoration. The material deposited is 420 Stainless Steel. This system feeds two wires to the gun. The wires are charged with opposite polarities.
When the wires are brought together at the contact point, the opposing charges on the wires create enough heat to continuously melt the tips of the wires. Compressed air is used to atomize the now molten material and accelerate it to the workpiece surface where it is embedded to form the coating.
Components are prepared by previously machining to the proper pre-buildup size, then carefully masked and prepared with appropriate grit blasting.
Advantages
- Speed – Restorations using this method can be done in a fraction of the time it takes to brush plate the same fit.
- Environmental – No hazardous waste products are generated using this process.
- Flexibility – This process can be used to restore a part requiring as much as .050” per side on a 4” diameter journal. Brush plating is limited to about .010” per side without adding copper as a base material.
- Proven Serviceability – Thousands of bearing fits have been restored using this process.
- Proven Reliability – Western Machine has never had a restored bearing fit fail when using this process.
Note: The following processes are not currently offered at our facility, but are here for informational purposes.
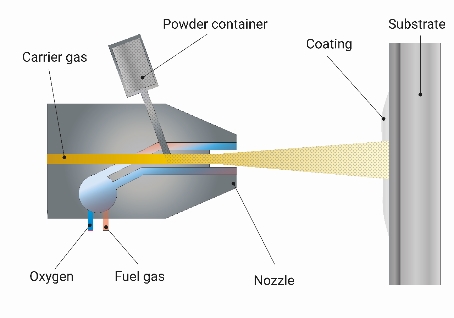
3) HVOF (High-Velocity Oxygen-Fuel Spraying)
The HVOF process uses a combustion fuel of oxygen mixed with specific ignitable gases (propane, hydrogen, or propylene) to accelerate particles through a nozzle gun. This nozzle is similar to a flame spray combustion nozzle but designed for higher temperatures.
Metals that melt at higher temperatures are often used in HVOF coating. The HVOF gun produces higher velocities and temperatures, and the particles form a strong adhesion to the substrate. These coatings tend to be stronger against corrosion compared to combustion flame spray coatings. The particles accelerated and flatten against the substrate forming a strong bond and high density. HVOF coatings are not as well-suited for high-temperature applications as combustion flame spray coatings.
4) Plasma Spraying (APS)
Plasma spraying uses a plasma torch for heating and spraying coatings, usually in powder form. This process is most often used with ceramic coatings, as the ceramic powder needs to be heated to over 3500 F ° to melt.
The plasma gun uses inert gases that are fed past an electrode which induces the plasma-like state of the gas. As the gases exit the gun nozzle and return to their normal state, a large amount of heat energy is released. The powdered coating is injected into the plasma stream, melting it into fine particles which as propelled onto the substrate.
5) Vacuum Plasma Spraying (VPS)
Vacuum plasma spraying uses low temperatures in a controlled environment, maintaining the vacuum while reducing substrate damage. This is usually used in automotive manufacturing, for bumpers, door mirror housings, and other components.
MAIN STEPS IN the THERMAL SPRAY process
The thermal spray process in general consists of a detonation gun which is the core device performing the melting and acceleration of the particles to be deposited, feeder for supplying the feedstock to the torch through tubes, the feedstock or material to be deposited (typically a powder, sometimes liquid), and the feed control.
Western Machine Works specializes in the twin-wire arc metal spray process using 420 SS coating material. This process is the preferred type of metallization due to its 100% reliability. We have repaired over 400 industrial equipment components using this process, without failure and with a bond strength approaching 10,000 psi.
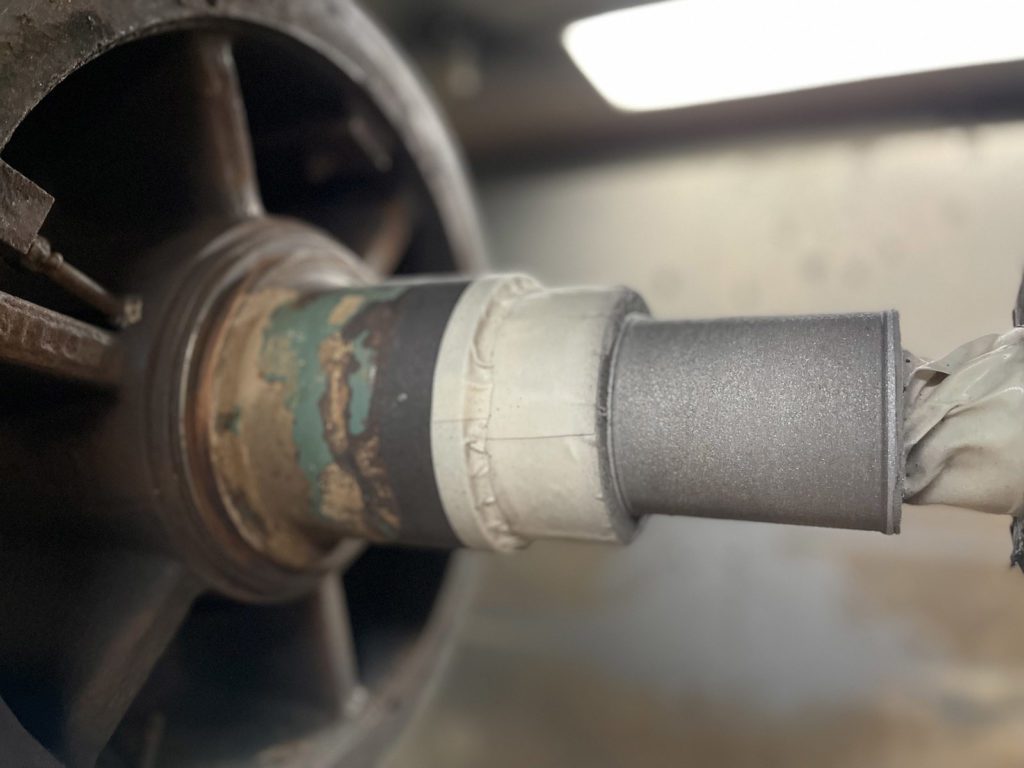
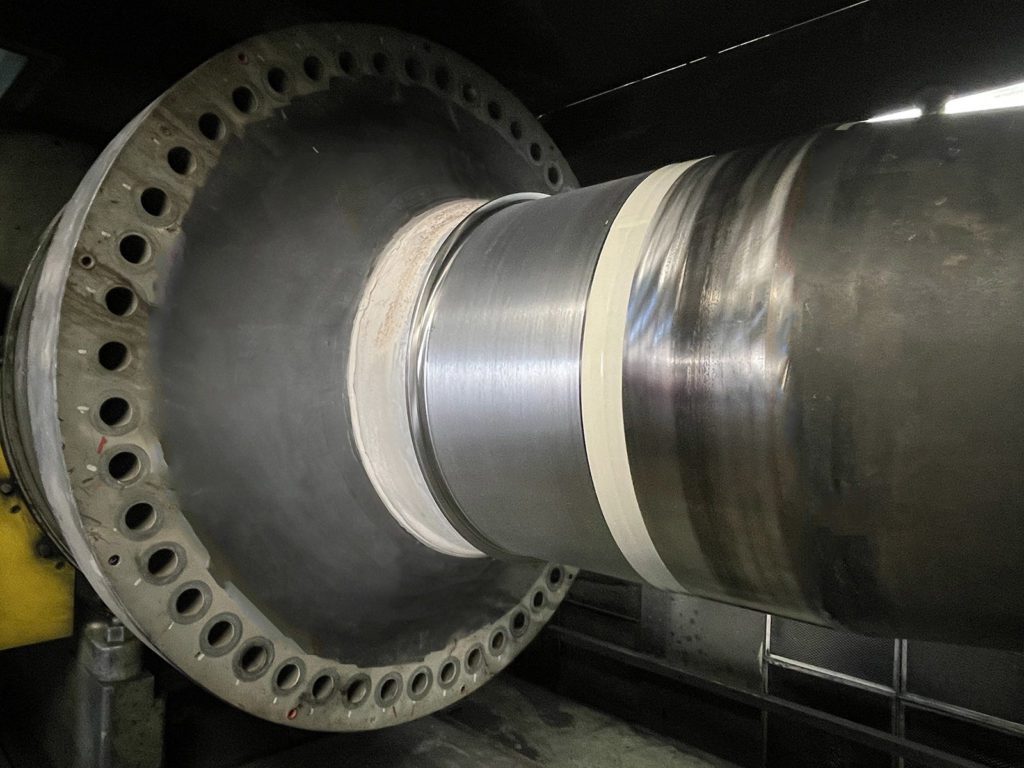
Thermal Spray used in industrial equipment




industries served and applications of thermal spray
Thermal spray coatings are used in various industries:
- Marine
- Pulp & Paper
- Wind Power
- Hydropower
- Steel
- Printing
- Food Processing
- Thermal
Thermal spray has the following uses and applications:
- Bearing Fit Repairs
- Seal Fit Repairs
- Wear Resistance
- Corrosion Resistance
- Galling and Fretting Resistance
Thermal Spray Services in the Pacific Northwest
If your industrial worksite needs thermal spray services, Western Machine Works can assist your team. We work with heavy industries from our 34,000 square foot facility in Portland, Oregon. With decades of experience, heavy lifting ability, and a team of engineers and machinists, WMW is here to help solve your mechanical problems. Our stainless steel thermal spray coating meets ASTM standards including ASTM 633-01 (2008) and ASTM G98. Learn more about our thermal spray processes here.