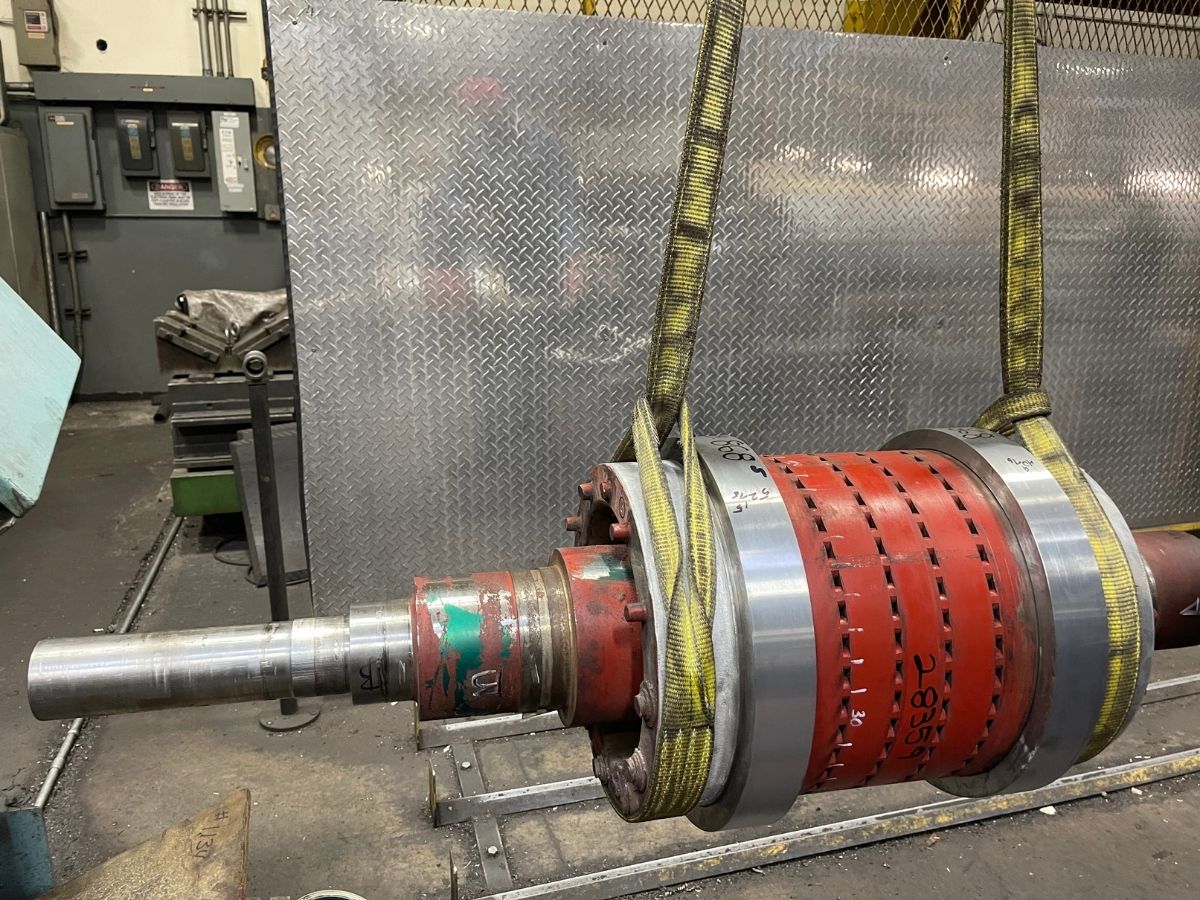
This 850 HP rotor used for a chemical compressor was failing due to a bearing fit damage to the shaft. Western Machine Works inspected the part and determined that the damage was not repairable. A new shaft was reverse engineered, manufactured complete, and installed within the customer’s production schedule.
Project:
- Part: 850 HP Rotor
- Details: 53″ overall length
- Customer: Electric motor distributor
Challenge:
- Bearing fit damage to shaft was not repairable.
- Bore out existing shaft and manufacture new shaft from 4142 HRHT material.
- Concentricity of shaft and rotor critical.
- Fast turnaround required.
Engineered Solutions:
- Manufacture and install carrier rings for boring out the shaft.
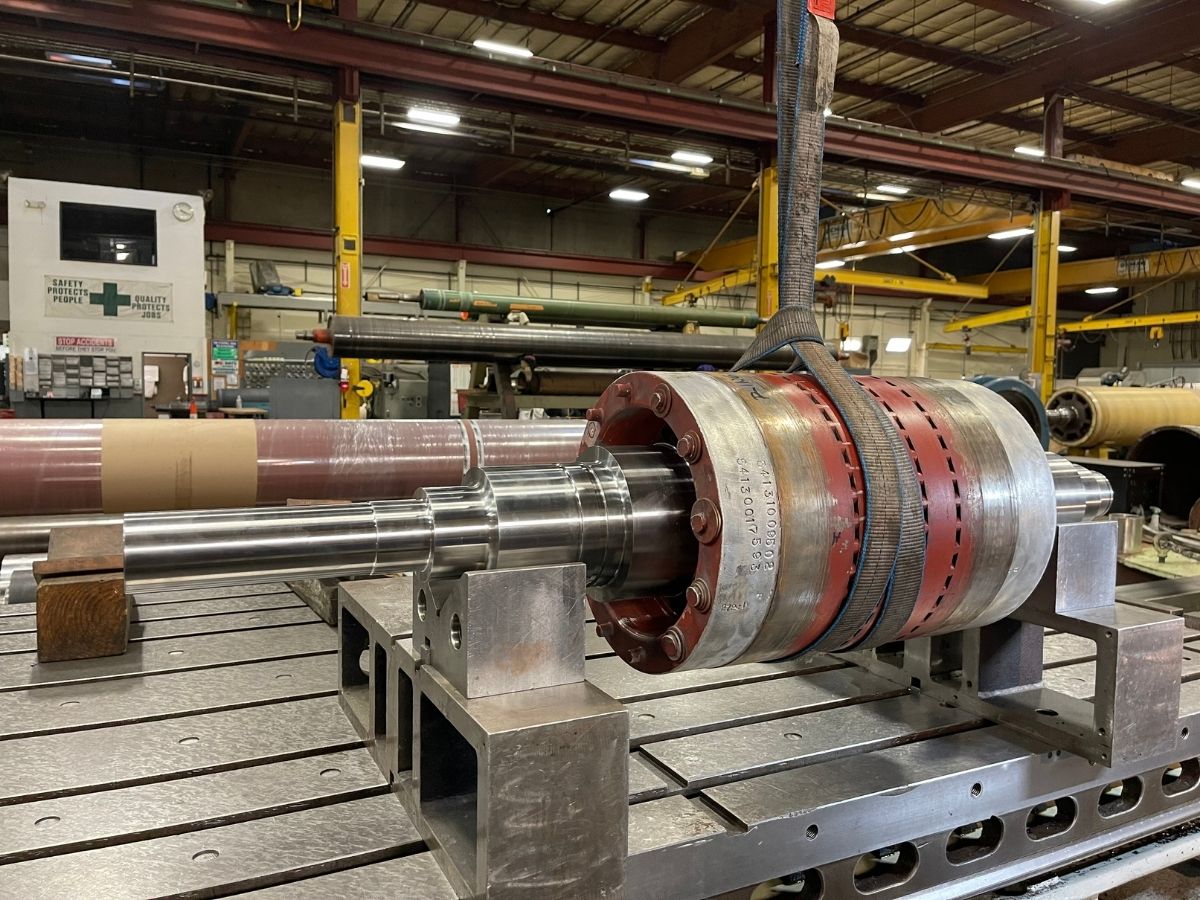
- Bore out the existing shaft and skim cut the rotor bore within .001″ to OD of rotor.
- Reverse engineer the shaft and create CAD drawings of the rotor assembly.
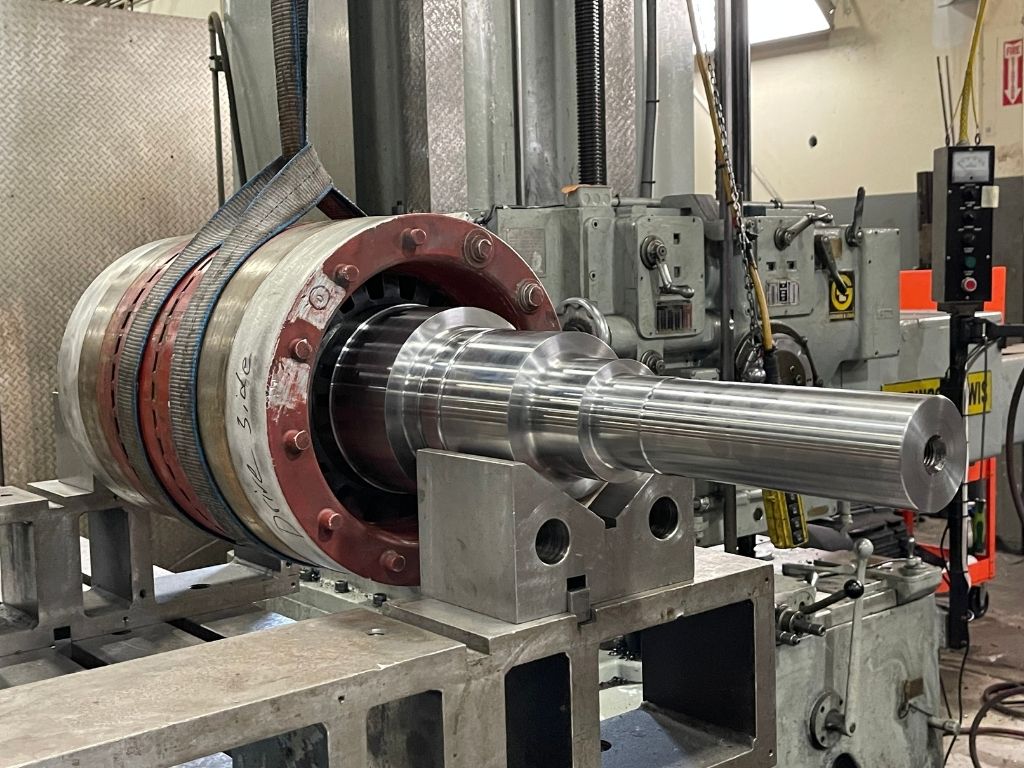
- Manufacture the new shaft complete prior to installation.
- Install the new shaft in the rotor with .003″ interference fit.
Result:
- The new shaft was installed in the rotor complete saving time and cost.
- Concentricity tolerances were achieved.
- The machined rotor and new shaft were completed within the customer’s production schedule.

Bearing fit damage on rotor shaft Machining the rotor bore New rotor shaft completed and installed