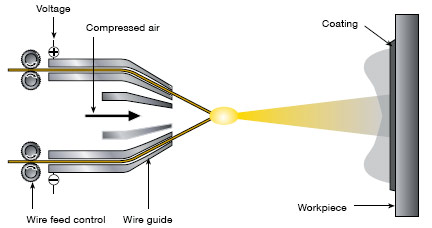
Western Machine Works utilizes the twin-wire arc metal spray process for component restoration. The material deposited is 420 Stainless Steel. This system feeds two wires to the gun. The wires are charged with opposite polarities. When the wires are brought together at the contact point, the opposing charges on the wires create enough heat to continuously melt the tips of the wires. Compressed air is used to atomize the now molten material and accelerate it to the workpiece surface where it is embedded to form the coating. Components are prepared by previously machining to the proper pre-buildup size, then carefully masked and prepared with appropriate grit blasting.
Coatings can customized by controlling amperage and spray distance to create different sized particles. These coating form a tight bond with the component surface.
What Is Twin-Wire Arc Spraying?
Developed in the early 20th Century, electric arc spraying is one of the most efficient and reliable thermal spray processes. Wire arc thermal spraying, like flame spray coatings, are applied to a surface by melting a wire feedstock into atomized droplets and projecting them to the substrate. Wire arc spraying uses an electric arc to melt and atomize the wire, while flame spraying uses an oxy-fuel heat source.
In electric wire arc spray systems, two sets of wire feedstock are charged with opposite polarities, and these meet in an arc, placed directly in front of a stream of compressed air or nitrogen (an inert gas). As the metallic wire is molten, the air projects the particles to the target substrate. The wires are continually fed through the two sides of the feeding mechanism, creating a constant arc and flow of metallic particles to the component. Twin-wire arc spraying produces a hard coating bond with the substrate.
Advantages of Twin-Wire Electric Arc Spraying
- Speed – Restorations using this method can be done in a fraction of the time it takes to brush plate the same fit.
- Environmental – No hazardous waste products are generated using this process.
- Flexibility – This process can be used to restore a part requiring as much as .050” per side on a 4” diameter journal. Brush plating is limited to about .010” per side without adding copper as a base material.
- Proven Serviceability – Thousands of bearing fits have been restored using this process.
- Proven Reliability – Western Machine has never had a restored bearing fit fail when using this process.
Applications for Twin-Wire Arc Spraying
- Shaft Restoration and Repair
- Bearings and Seal Fit Repair
- Roll Resurfacing
- Journal Repair
- Wind Turbines
- Aerospace
- Mill Roll Journals
- Hydraulic Rams
- Marine and Shipbuilding
- Protective Coatings

Minimize Downtime
with 24/7 Rapid Response

Achieve Peak Operating Performance

Increase Your Engineering Resources

Simplify Project Planning
Twin-wire arc spraying is a proven solution for components that require protection from corrosion and erosion. Unlike other thermal spraying processes that use high temperature fuel particle acceleration, wire arc spraying is relatively cool, meaning there is no warping of the substrate.
Let’s talk about your project.